
Dry vacuum pumps play an important part in many vacuum application and environments. The main advantage of the dry vacuum pumps is that there is no lubrication in the main pumping chamber thus eliminating the contamination of the process. There are currently 5 different options of dry vacuum pumps allowing for flexibility in all applications.
Brochure Links
![]()
![]()
![]()
![]()
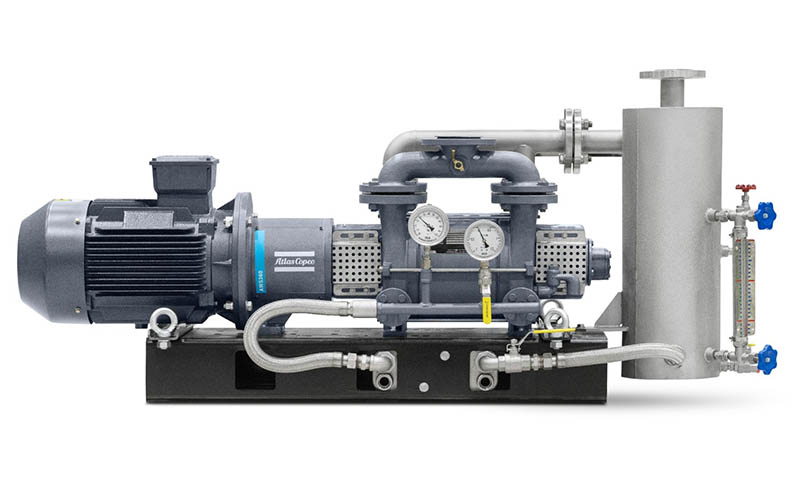
Liquid ring vacuum pumps utilize water, or other process compatible liquid as the sealant. The simple operation, with no contacting parts, make liquid ring vacuum pumps a safe and reliable choice for handling dirty gas streams. Liquid ring pumps are available in both single and two stage pumps are optimized for operations above 200 mbar (a).
Brochure Links
![]()

Oil-sealed vacuum pumps offer versatility, flexibility, and optimized energy consumption for industrial applications. They work via positive displacement, which is when volumes of air or gas are confined within a closed space and are compressed when the space is mechanically reduced. We currently offer 4 different options of Atlas Copco oil-sealed vacuum pumps.
Brochure Links
![]()
![]()
![]()
![]()
![]()